巻取り中、ロール内に空気が多く巻き込まれるとウェブ間の空気層に関係したトラブルが発生しやすい。張力とウェブ幅が異なる場合の計算事例をもとにトラブルとの関係を解説する。
巻き込み空気が多い場合のトラブル
巻取後の空気の流出による垂れ、巻取り中の巻締りが関係
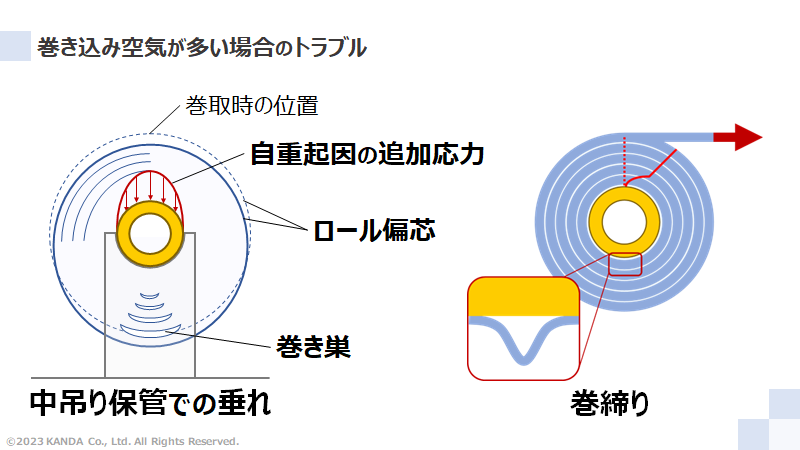
図左は巻取ロールを宙吊りで保管している最中にロールが垂れていってトラブルが顕在化する現象である。これは経時でのロール端面からの空気抜けが関係する。
また、図右は巻取り中にウェブ間がスリップするトラブルであり、空気層によってウェブ間が浮いている状態であることが関係する。この締りによって巻取ロールの型崩れやシワを誘発する場合がある。
これらの対策は張力やニップ荷重をコントロールして空気を入れすぎないようにすることである。これには空気層の厚みを指標として考えるとよい。
張力の影響
張力が低いほど空気層が厚くなり、軟巻きになる
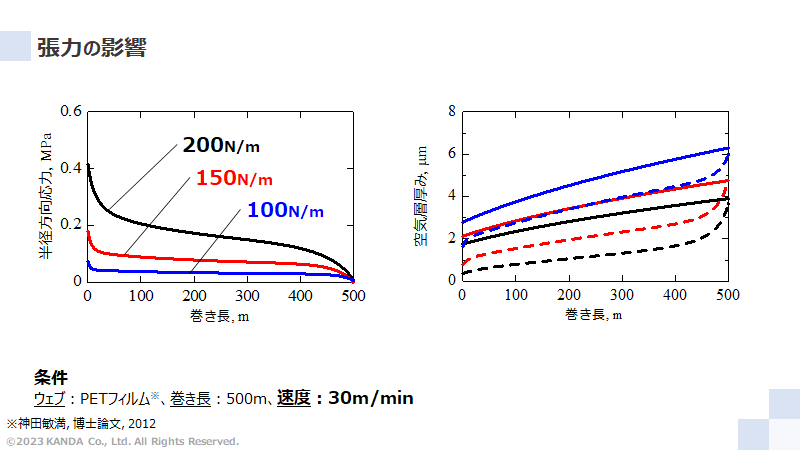
巻取張力を100、150、200N/mとしたときの半径方向応力の計算結果(図左)より、張力が低いほど半径方向応力は低くなることがわかる。図右は巻取ロール内の空気層厚みの計算結果を示しており、実線が初期、破線が巻取後の値である。なお、張力条件は半径方向応力の場合の色分けと同様である。
張力が低いほど初期と巻取後の空気層は厚く、また、初期と巻取後の空気層厚みの差は小さい。特に後者については、空気が多く入ると巻取ロールが軟らかい、つまり空気層を圧縮・流出させる原動力となる半径方向応力が低いことが関係する。
空気層が厚いことに関係するトラブルを回避するには、初期と巻取後の空気層厚みをウェブ間が接触する程度の厚みになるよう張力をコントロールすれば良い。
ウェブ幅の影響
ウェブ幅が広いほど空気層が厚くなり、軟巻きになる
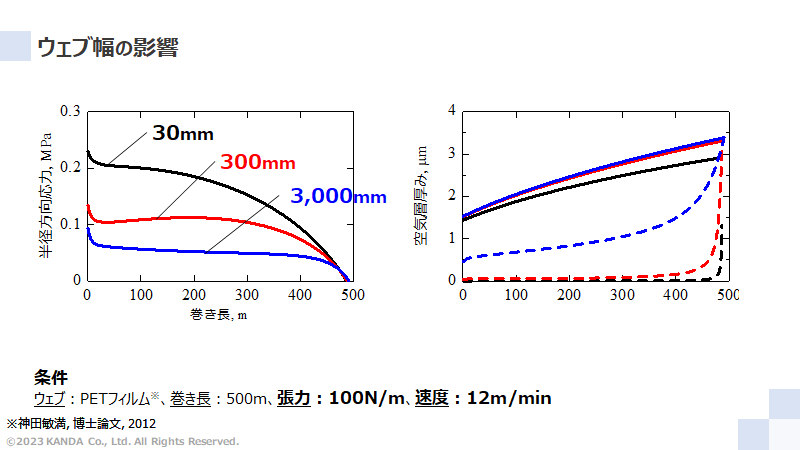
ウェブ幅を30、300、3000mmとしたときの半径方向応力の計算結果(図左)より、ウェブ幅が広いほど半径方向応力は低くなることがわかる。
図右の空気層厚みの計算結果から、ウェブ幅30mmの初期空気層厚み(実線)は300mmと3000mmの場合より薄くなっている。これは最外層にウェブを巻くときから空気が幅方向に流出する効果が大きいためである。
また、巻取完了後の空気層厚み(破線)ではウェブ幅が広いほど厚い。これは上述した「張力の影響」での理由と同様に、巻取後に空気層を薄くするための半径方向応力が低いことが関係する。
同張力(単位幅当りの張力N/mが同じ)で異なるウェブ幅の製品を巻き取る場合がある。例えばジャンボロール(マスターロール)から製品ロールに裁断して仕上げるスリッターでの巻取りが挙げられる。同張力であってもロール品質が異なる場合があるが、これには半径方向応力や空気層厚みが関係しているかもしれない。このような場合は、ウェブ幅毎に適切な張力を設定すれば改善できる。
関連ページ
