環境温度の変化によって巻取ロールの内部応力は変動する。この変動がウェブ製品によって異なると、トラブルの発生リスクを別に考えなければならない。このような現象にはウェブの熱ひずみの違いが強く関係する。ここでは、ある特定のPETフィルムとPPフィルムを例に解説する。
熱ひずみの測定データと寸法変化
ウェブの熱ひずみの異方性がポイント
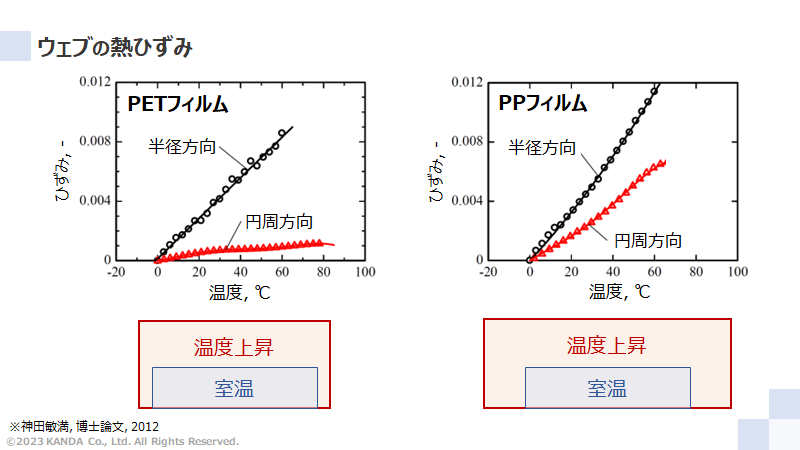
2つのグラフは、あるPETフィルムとPPフィルムのる厚み方向と巻取方向の熱ひずみを測定した結果である。なお、巻取ロールの内部応力解析との関係を考慮し、ウェブの厚み方向を半径方向、巻取方向を円周方向として記載している。
いずれのフィルムにおいても、温度の上昇にともない半径方向と円周方向のひずみは共に増大していくことが分かる。半径方向ひずみはPETフィルムとPPフィルムで同程度の増加率(同程度の線膨張係数)であるのに対し、円周方向ひずみはPETフィルムに比べてPPフィルムの方が大きいことに明らかな違いがある。
このようなウェブの膨張イメージをグラフの下に図で表現している。縦が半径方向、横が円周方向の寸法として捉えてほしい。温度が上昇すると、いずれも半径方向と円周方向に膨張するが、上記のとおり半径方向の膨張率は同程度、円周方向ではPETフィルムに比べてPPフィルムの方が膨張した寸法に変化する。
巻取ロールにおけるウェブの膨張イメージ
膨張にともなう巻かれたウェブ同士、およびウェブとコアの関係性がポイント
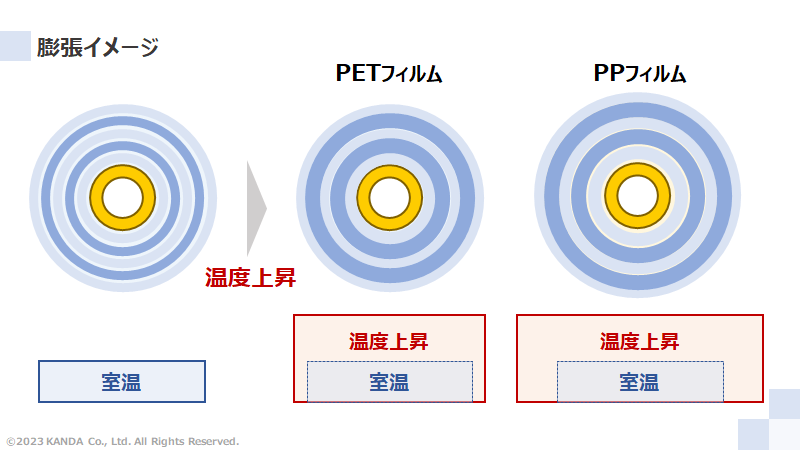
図は巻き取ったロールが温度上昇したときのロール内のウェブの挙動を示している。左は巻取直後、中央が温度上昇後のPETフィルム、右が温度上昇後のPPフィルムの巻取ロールである。それぞれの下に記載したものは前述した温度上昇に伴うウェブの膨張イメージである。
着目するのは濃い青のウェブと黄色のコアである。PETフィルムの場合は半径方向への膨張が大きいために、その内外のウェブを押しのける作用が大きい。一方、PPフィルムの場合は円周の伸びにともないウェブが位置する直径が大きくなり、PETフィルムと同等のウェブを押しのける作用を緩和させる。ここで、コアはウェブに比べて膨張しにくいとして描いている。このような想定では、PPフィルムはコアに近いウェブがコアから離れていく傾向になる。
環境温度上昇時の数値計算の事例
PETフィルムではブロッキング、PPフィルムではシワの発生リスクが高まる
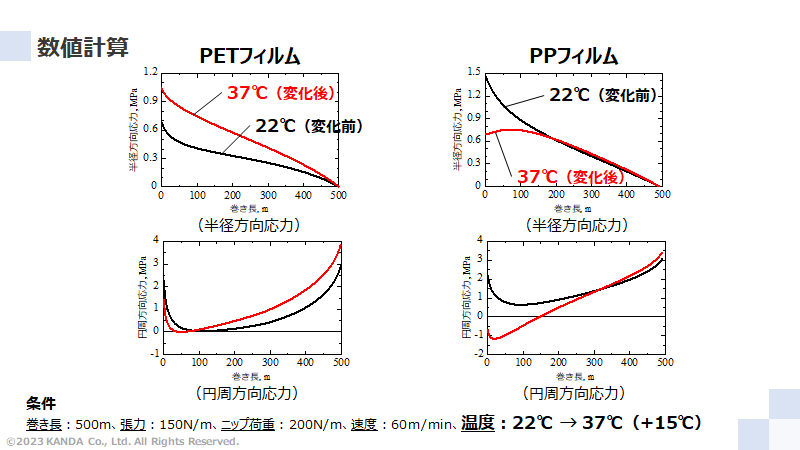
PETフィルムとPPフィルムをそれぞれ500m巻き取った後に、環境温度を22℃から37℃に+15℃変化させたときの内部応力の数値計算結果をそれぞれ左右に示している。ここで、上段が半径方向応力、下段が円周方向応力の結果であり、変化前の22℃を黒線、変化後の37℃を赤線で表している。なお、変化前での内部応力がPETフィルムとPPフィルムで異なるのは、数値計算で適用しているヤング率や静摩擦係数などのウェブ物性の違いによる。
巻取ロールの温度が上昇すると、PETフィルムの場合は半径方向応力が全体的に高くなり、特に内層側で顕著である。また、円周方向応力は中間層から外層にかけてプラスの引張が作用する。一方、PPフィルムの場合は内層側の半径方向応力が低下し、中間層から外層でほとんど変化しない。また、円周方向応力が内層側で低下してマイナスの圧縮となる。このように、同じ条件で巻き取って同じように温度上昇しても、上述したウェブの熱ひずみ挙動の違いによって異なる内部応力の変化になる。
上記の計算結果から、PETフィルムではブロッキング、PPフィルムではシワの発生リスクが温度上昇によって高まるといえる。温度変動にともなう巻取トラブルの改善策を検討する上で、ウェブの熱ひずみ挙動の把握が必要である。また、巻取ロールはウェブとコアで構成される。したがって、コアも同様の把握が必要である。
関連ページ
