巻取トラブルの多くは巻取ロール内部の半径方向応力と円周方向応力、およびウェブ間の空気層厚さと密接に関係する。ここでは「テレスコープ」と「しわ」を例にその関係性を説明する。
巻取ロールの内部応力と空気層厚さ
ロール品質と関係する指標
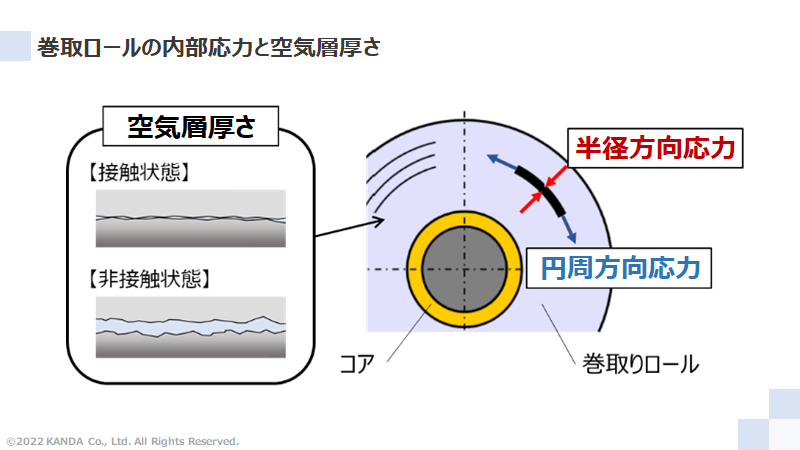
巻取ロール内は半径方向応力(ウェブ同士が接触する方向の圧縮層間圧力)と円周方向応力(接線方向応力であって引張にも圧縮にもなる)が作用している。
一方、ウェブを巻き取る最中に、最外層から空気が巻き込まれてウェブ間に空気層が形成される。この空気層厚みがウェブ表面粗さに比べて小さいとウェブ同士は接触している、その一方で大きいとウェブ同士が引き離された非接触状態とみなせる。これらはエアホッケーのゲーム開始前と開始後での違いと同じイメージである。
テレスコープと半径方向応力の関係
テレスコープの評価指標は半径方向応力
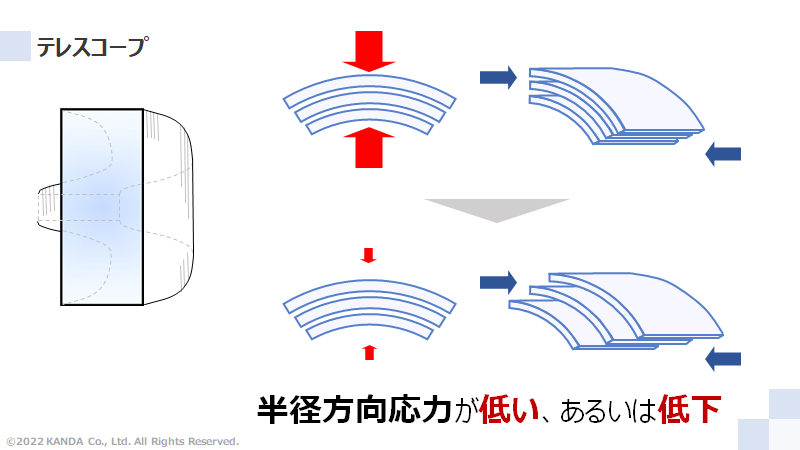
テレスコープは、巻き取られたウェブ間が軸方向にスリップして図左のように巻取ロール形状が崩れる現象である。なお、この軸方向の力は巻取中や次工程で繰り出す際の張力、輸送中の振動などがその原因になりえる。
図右上のように赤矢印の半径方向応力が十分に高ければ、青矢印の軸方向の力がかかってもスリップしない。しかし、図右下のように半径方向応力が低い、あるいは保管・輸送中の環境によって低下すると軸方向の力によってスリップしやすい。
しわと円周方向応力の関係
しわの評価指標は円周方向応力
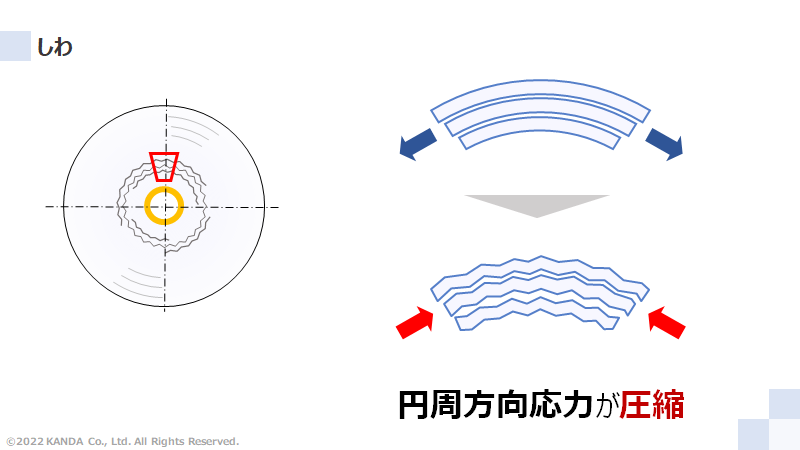
しわは、巻き取られたウェブが座屈して図左のように円周方向に変形する現象である。
図右上のように、ウェブが巻かれるときは張力によって青矢印のように引張の状態にあるため しわ は発生しない。しかし、巻取りの進行や保管・輸送中の環境によって図右下の赤矢印のように圧縮の状態となって しわ が発生する場合がある。
空気層厚みとの関係
空気層厚さはテレスコープ・しわの両方に関係
ウェブ同士が非接触状態であると、接触状態の場合と比べてウェブ間が容易に滑るためにテレスコープが、また、ウェブが変形できるスペースがあるために しわ が生じやすい。
ポイント
巻取時に問題がなくても、輸送・保管後に確認される巻取トラブル
巻取後に変動するロール内部状態が関係する。ロール品質を一貫して確保するには、生産フロー全体に対して内部状態をコントロールすることが重要である。
関連ページ
