巻取工程はウェブの製膜や二次加工をする生産機の最下流に位置し、ウェブ製品の生産性や要求品質などによって多種多様な巻取装置が用いられている。ここでは巻取工程の目的、分類した巻取装置における巻硬さの調整範囲を紹介する。
巻取工程の目的
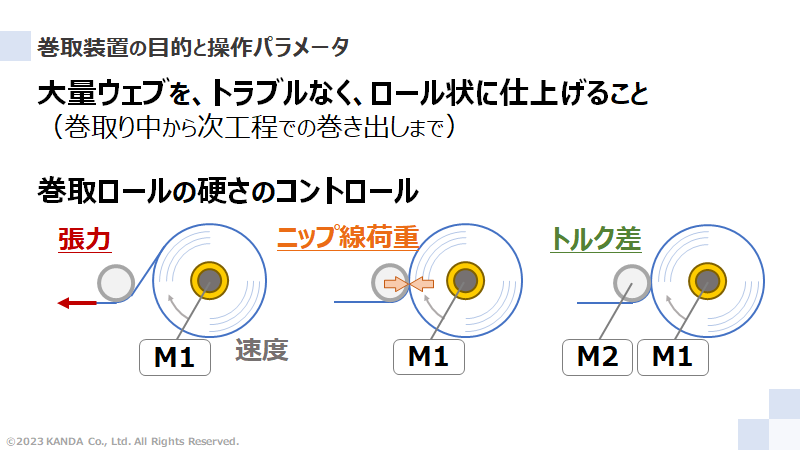
「大量のウェブをトラブルなく巻取り、ロール状に仕上げること」にある。
製膜したウェブ、さらに塗工や印刷などの二次加工で付加価値化したウェブ製品は多岐にわたり、その物性や生産性・要求品質などによって様々な巻取装置が使用されている。しかしながら、巻取装置によらず巻取工程で求められることは一つ、「大量のウェブをトラブルなく巻取り、ロール状に仕上げること」であろう。巻取り中のみならず次工程で繰り出すまでトラブルを発生させないことが大切である。
巻取工程における操作パラメータである張力(Tention)、ニップ線荷重(Nip)、トルク差(Torque Differential)と速度(Speed)を分類した巻取装置の概念図に示してる。これらを調整して巻取ロールの硬さをコントロールする。なお、米国ではそれぞれの頭文字をとったTNTsで表し、操作パラメータをまとめた巻取条件の意味合いで使われている。
異なる巻取装置での特徴
巻取装置の方式によって使える操作パラメータと巻硬さの調整範囲が異なる。
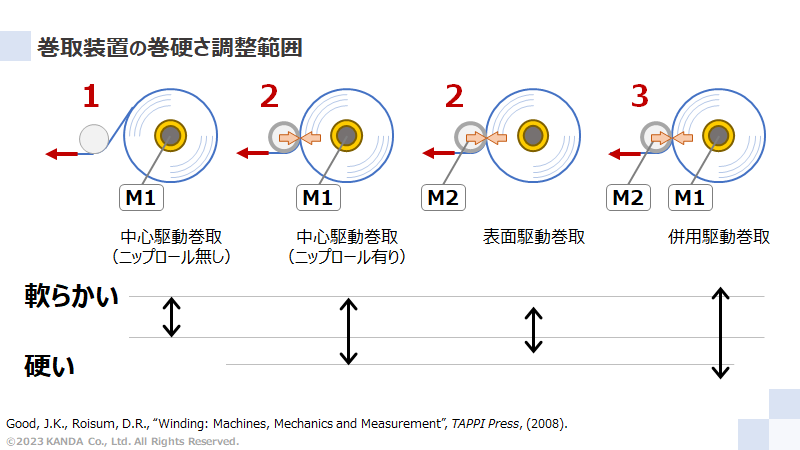
図は中心駆動巻取(ニップロールの無しと有り)、表面駆動巻取、併用駆動巻取の概念図であり、それぞれの左上に記載の数字は操作パラメータの数、下にコントロールできる巻取ロールの硬さの範囲をそれぞれ示している。この巻硬さの範囲は操作パラメータの設定のみならず、巻取り中にロール内に流入する空気が影響する。
例えば中心駆動巻取(ニップロール無し)を用いている場合、巻取ロールが軟らかいことによるトラブルが唯一の操作パラメータである張力調整で改善できないとすれば、より硬く巻けるほかの巻取装置に変更するのも改善策のひとつである。
なお、操作パラメータの数が多くなるほど巻硬さは調整しやすくなる。その一方、条件設定が複雑になって最適解を見極めるのが難しく、かつ高価になってきている。その中で最適な巻取装置はどれかと問われれば、要求されたロール品質が得られる簡易で安価なものと言える。
関連ページ
